
From the archive drawer
Using The Flsun Mini Kossel At Improving
How to use the FLSUN Mini Kossel with the currently loaded filament
Requirements
- A slicer: Ultimaker Cura
- A fullsize SD card, or a micro with a fullsize adpter. There is one in the printer. I hope it stays around a while.
- A model to print: Thingiverse
- or if you want to create your own model: Fusion360 After the Free Trial is over, you can license it as a Hobbyiest and it is free for that type of use.
Configuring Cura
After installation you will need to configure Cura to slice the models correctly.
Configure the machine profile
- Goto Preferences > Settings and check the Check all box. This will may overwhelm you, but it will be ok.
- Goto Printers, Click Add.
- Select Other > Kossel Mini. Give it a name if you like, then click Add Printer
- Click Machine Settings
- Use the following setting:
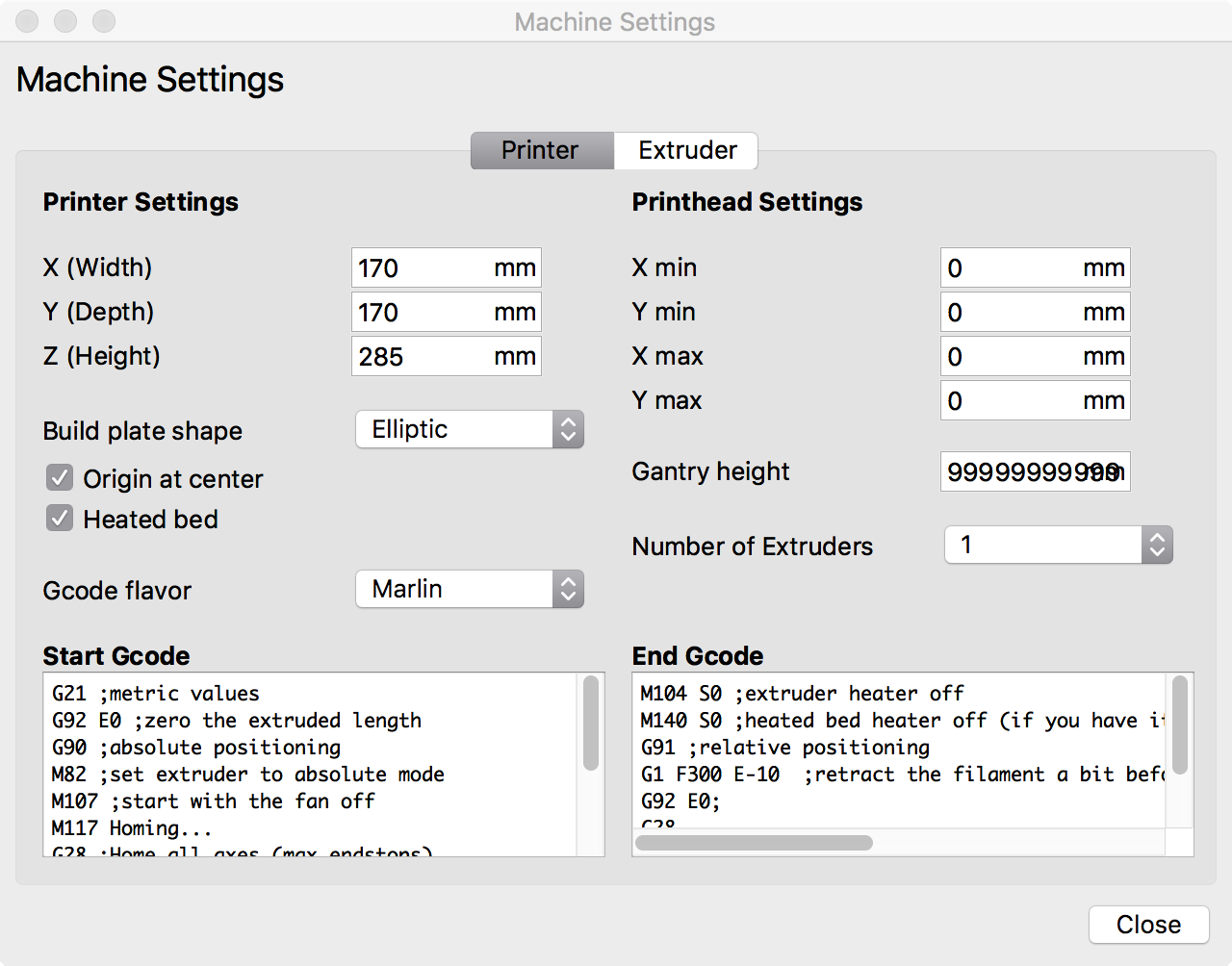
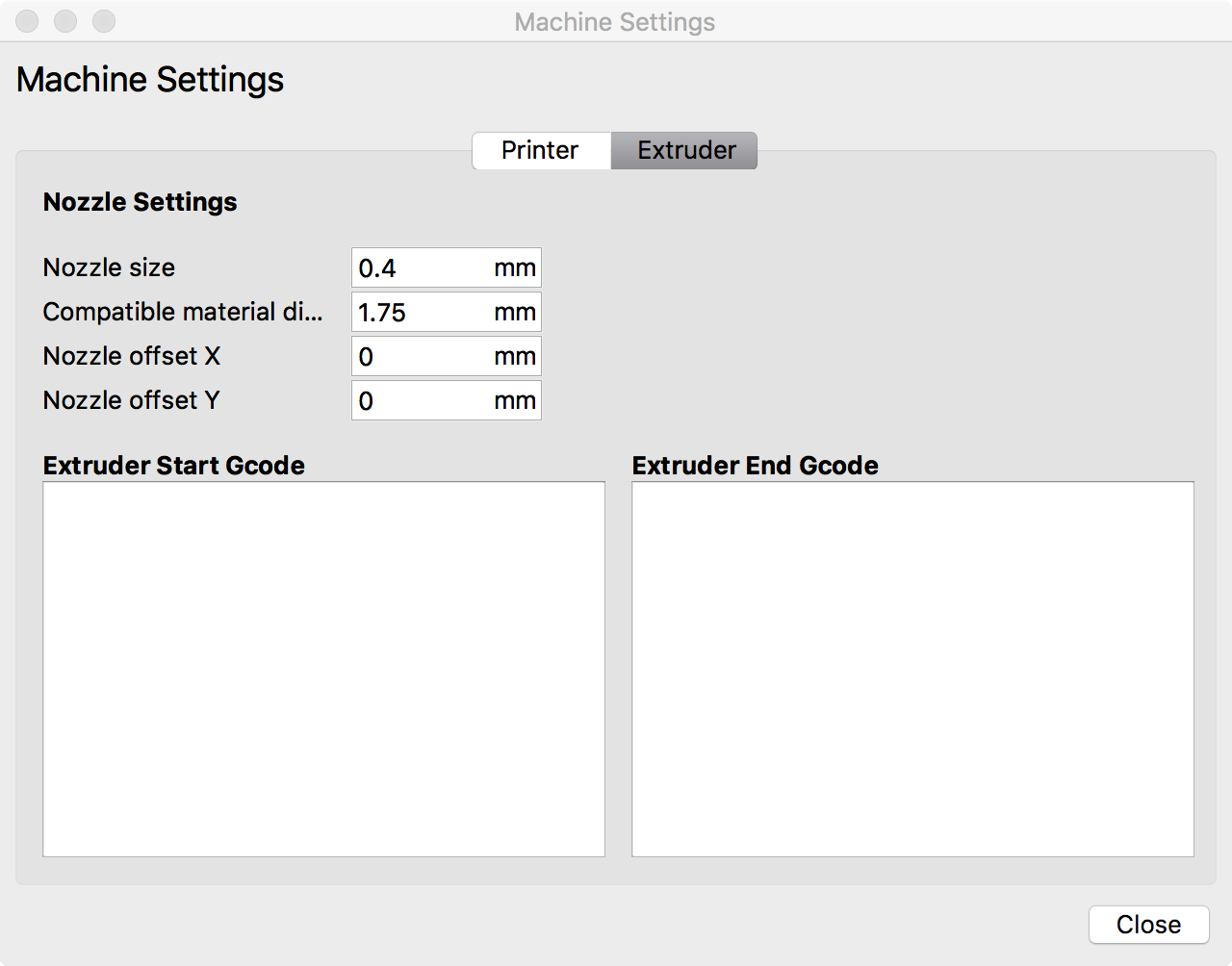
-
Use the following for the Start and End gcode:
Start Gcode: G21 ;metric values G92 E0 ;zero the extruded length G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off M117 Homing… G28 ;Home all axes (max endstops) G29 ; Auto-bed leveling M117 Auto-Level Activation… G1 F200 E10 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F9000 M117 Printing…
End Gcode: M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 F300 E-10 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G92 E0; G28 M84 ;steppers off G90 ;absolute positioning
- Click Close, and Close again
Now you should have the printer profile set correctly.
Configure the material profile
I normally run either PLA or PETG in this printer. If you would like to run something else or a different color, contact me and we will work that out.
Currently PETG is loaded and here are the Custom setting that need updated:
adhesion_type = skirt
cool_fan_enabled = False
cool_min_layer_time = 10
default_material_print_temperature = 245
infill_pattern = lines
infill_sparse_density = 15
layer_height = 0.2
line_width = 0.42
material_bed_temperature = 70
material_bed_temperature_layer_0 = 75
material_diameter = 1.69
material_final_print_temperature = 240
material_flow = 93
material_initial_print_temperature = 245
material_print_temperature = 245
retraction_amount = 2.4
retraction_extra_prime_amount = 0.064
retraction_combing = noskin
retraction_hop = 0.4
retraction_hop_enabled = True
retraction_hop_only_when_collides = True
retraction_speed = 15
skirt_gap = 2
skirt_line_count = 8
speed_print = 30
speed_layer_0 = 15.0
speed_topbottom = 15.0
speed_travel = 140
support_infill_rate = 20
top_bottom_thickness = 0.8
wall_thickness = 1.2
I will update these when I change the filament.
Prepare your model for printing
- Load your model into Cura
- Run through the layers and make sure you are happy with the result.
- Save your gcode to and SD card
Start the printer
- If the printer isn’t on, push the red button to turn it on.

- This screen is the Information Screen and is all the information you will be getting during your print:
 The Silver Knob can be rotated and click. The reset button underneither is your friend. If something goes wrong or you think something is going wrong, push it. It will immediately stop all activity.
The Silver Knob can be rotated and click. The reset button underneither is your friend. If something goes wrong or you think something is going wrong, push it. It will immediately stop all activity.
Since we have PETG loaded you must do the following after every reset/power on of the printer:
- Click the knob and go to the Control menu:
